

水平密封颚程序
表的内容
第1节:水平密封钳手术................................. 1-1.
横向密封装置 ....................................................................................... 1 - 1
横向密封装置——选项 .................................................................... 1 - 2
水平密封钳............................................................................................ 1-3.
横向密封口对齐 ...................................................................... 1 - 7
检查的一致性水平密封的下颚 ........................................................... 1 - 7
密封压力调整.......................................................................................... 1-9.
第一节:水平密封颚程序
这些程序只能由经过Rovema培训的技术人员完成,并遵循行业、地方、州和联邦的安全准则。
在进行维护操作之前,机器应该被锁定和标记出来!该水平密封装置在袋子中创建顶部和底部密封,并将袋子从薄膜管上切下。顶部和底部密封(水平密封)的创建方式与垂直密封相同;通过施加一定时间的热量和压力。热量和压力是由密封颚产生的。时间是由驱动系统的速度控制的。
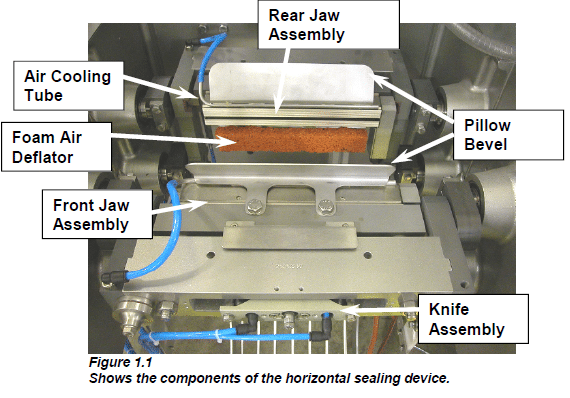
该水平密封装置由前、后颚总成、驱动系统和刀总成组成。该设备的控制通过触摸屏显示和温度控制器(所有位于制袋控制面板)访问。
危险:在此区域工作时,戴上防护手套,并确认钳口凉爽。海豹大白鲨变得非常热!
危险:这把刀很锋利,可能会伤到操作者。在(或靠近)刀组工作时,戴上手套并使用适当的工具。
水平密封装置-选项

水平密封钳口
在某些时候,必须更换水筒和水平密封钳口内部的温度探针。使用以下步骤更换前钳口组件中的加热盒和温度探头。可以应用相同的程序以更换后钳口组件中的加热盒和温度探针。在开始此程序之前,请确保袋制造商被锁定,并且密封钳口已冷却。
注意:无需从机器中删除C帧以执行此过程。为了清楚起见,他们已被删除。
更换加热器墨盒和温度探头:
1.向内推扩刀器以延长切刀。
2.定位在前颚体下的刀固定螺钉。
3.松开螺钉,直到可以从钳口之间取出开槽刀。
4.使用一对钳子去除刀片。

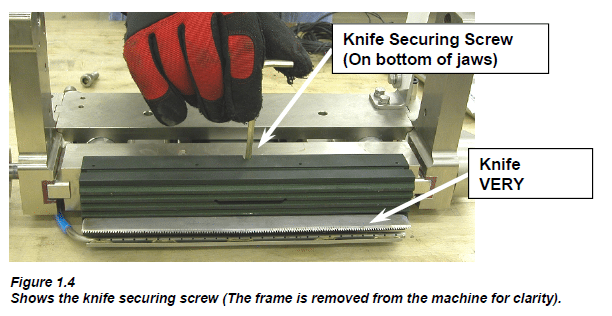
使用钳子或佩戴合适的手套拆卸刀片。
5.拆下将刀组件固定在c形框架上的两个六角头螺栓。
6.拆下c型框架内固定颚架的两颗内六角螺钉。
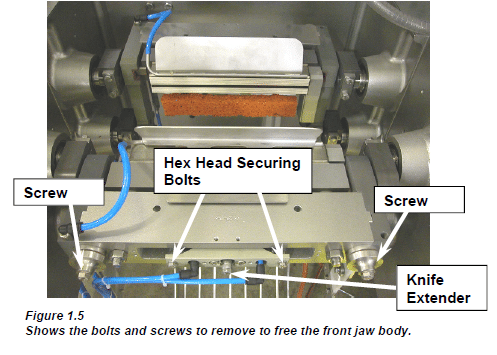
7.从c型机架上拆下刀气缸。

8.从c型机架上拆下颚体及其载体。

更换加热器墨盒和临时探头
9.从颚体上拆下终端外壳。
10.覆盖端子壳体盖以暴露陶瓷连接器。
11.从陶瓷连接器上断开加热盒和温度探头。
12.从颚体上拆下加热盒和温度探头。
13.安装新的加热盒和新的温度探头在颚体。
14.将加热盒和温度探头连接到陶瓷连接器上。
15.装配并安装前颚组件到其c形框架。

水平密封卡爪对准
检查水平密封卡爪对中。
有两种纸张可用于纸张对齐测试(A型或B型,如下所述)。
键入纸质:铅笔碳纸在室温下使用钳口。
B型纸:TP纸(温度-压力)用于热钳口(大约200-300F)。可接受的温度是由纸张的制造来指定的。
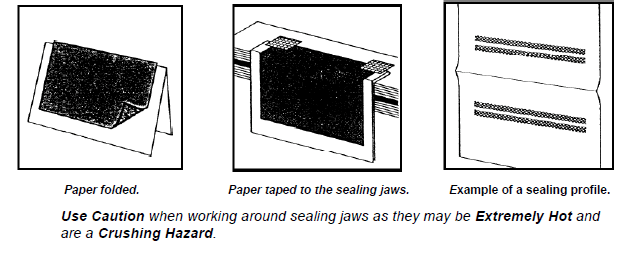
1.获取纸张(复写纸或TP纸)和胶带。
2.如果使用复写纸,将复写纸涂有涂层的一面放在白纸上折叠,如图所示
在下面。如果使用TP纸,则不需要一张白纸。
3.将纸张放在密封钳口之间,并使用胶带将它们固定到前颌。如下所示。
4.关闭保护门。
5.进入机器人机界面上的JOG菜单,在慢跑模式下关闭水平颚。
6.打开水平钳口,打开保护门,抬起纸张并检查型材打印
本文。
7.如果需要调整,请参考以下说明。
调整颚压分布
注意:如果在纸张对准试验中未获得令人满意的结果,则室温下的碳纸或热(200˚-300˚F)下颚上的TP纸张,请按照以下步骤调整压力分布。
1.关闭水平钳口,直到它们互相触摸。(330岁340之间,请参阅
触摸屏上的实际位置。)
2.松开后颚架后部的两个紧固螺栓。(前颚总成不是
调整。)
3.为了获得均匀的压力分布,根据需要拧紧或松开调节螺钉
笔试结果。(见下面可能的例子)
4.要增加压力,请顺时针旋转调节螺丝。为了减少压力,转动
调整螺丝逆时针。
5.调整完成后,拧紧两个固定螺栓。

密封压力调整
调整密封压力:
1.在JOG模式下运行钳口,直到螺栓和螺母可访问。
2.松开外锁紧螺母。
3.用叉式扳手和销驾驶员转动压力调节螺钉。
4.要增加压力,请顺时针旋转调节螺丝。
5.要降低压力,请逆时针旋转调节螺丝。
6.重新拧紧锁定螺母并再次执行碳纸测试。必要时重复。

------------------------------------------------------------------------
更多Rovema支持选项
寻找您的垂直表格填写和密封(VFFS)装袋手册?点击这里!
