

钳口载体对齐程序
钳口载体对准过程确保当水平密封钳口关闭时,前钳口体与机器前板等距离。适当的载流子对准有助于确保密封表面之间的等压分布 - 从而保持高密封质量。
钳口载波对准是两部分过程。第一部分涉及对准驱动后钳口组件的轴(凹槽)。第二部分涉及将前颌组件定位在其凹杆上。一旦程序的两个部分完成,密封钳口将在成形管的中心靠近并在密封表面上施加甚至施加压力时。
钳口载体对齐程序 - 后颌骨
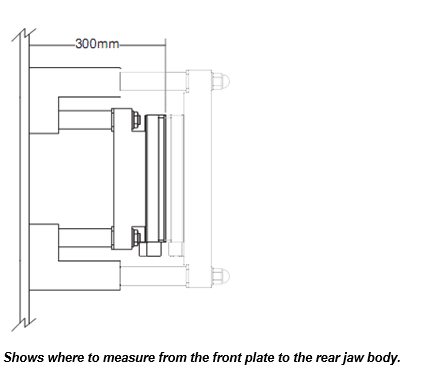
后载轴对准程序定位驱动后钳口组件的拉杆,使得它们通过机器前板延伸相同的距离。一旦轴定位,后钳口体的前面将距离机器前板的300mm - 它在成形管下方。
使用以下步骤对准后载体轴。
使后载体轴保持:
1。检查袋制造商J是否已正确锁定和标记。
2。拆下前颚组件;否则,如果轴严重取向,则可能无法安装对准板。
3.手动将钳口推入关闭位置。
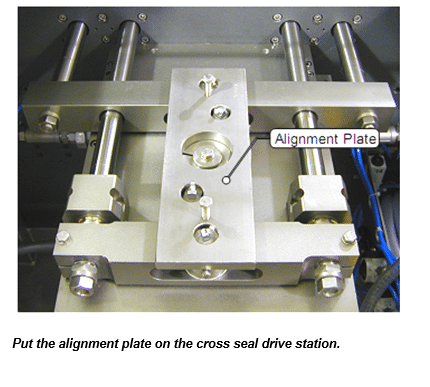
4.。如图所示放置在交叉密封驱动站上的对准板。注意:从板延伸的两个螺栓用于在使用后将其移除。
钳口载体对齐程序
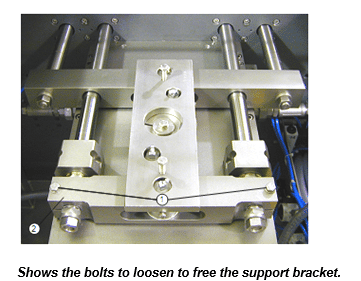
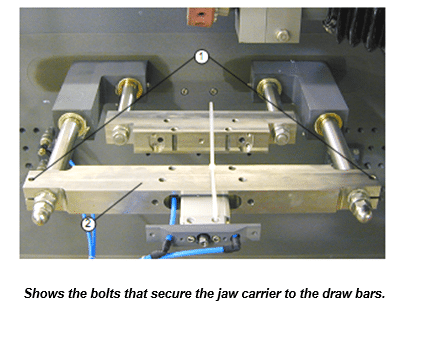
5.。松开两个螺栓(第1项),将支撑支架(第2项)夹在拉杆上。
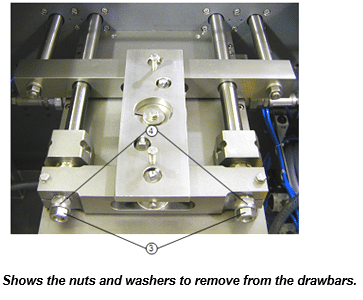
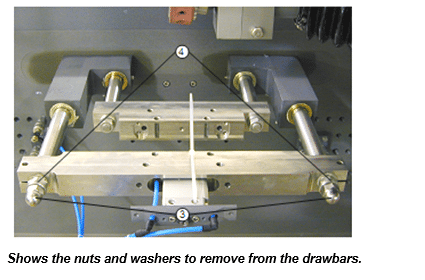
6.。拆下两个螺母和两个垫圈(第3项)将支撑架固定到拉杆上。
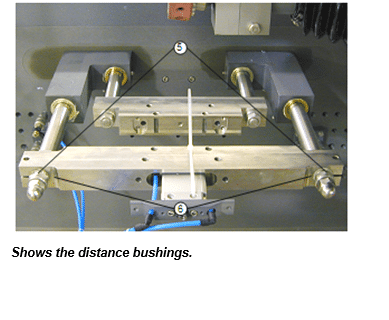
7。转动距离衬套(第5项)直到它们与支撑支架的表面齐平(第2项);
这延伸穿过机器前板的轴相同的距离。
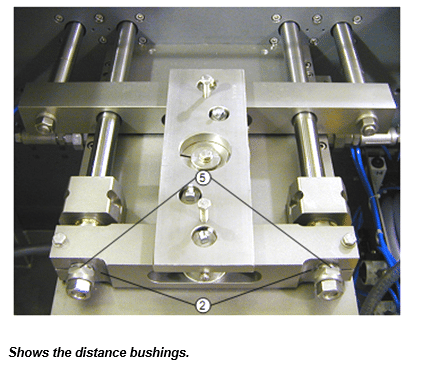
8。将距离衬套(背部掉)转动相等的数量,直到后颌骨的正面是
距前板300毫米。您可能需要进行小调整并频繁
测量。
9。通过拧紧两个螺栓(第7项,图7.13)将支架夹紧到位。
10.。用两个螺母和垫圈(图7.14)固定支架支架。
钳口载体对齐步骤 - 前颚
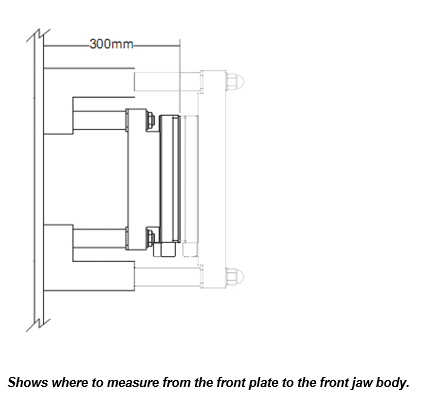
定位前钳口组件确保当水平密封钳口关闭时,前颌体的面部距离机器前板300mm。这将其抵靠后颌体,在密封循环中,交叉密封驱动器将把钳口压在一起以产生密封压力。
使用以下步骤定位前颌组件。此时,袋子制造商仍应锁定和标记,并且,对准板仍应安装在交叉密封驱动站上。
定位前颌组件:
1。将前颚组件放回凹杆上。留下两个螺栓(第1项)将前钳载体(第2项)夹紧到拉杆上松动。
2。取下两个圆顶螺母和两个垫圈(物品3&4),将前载体固定到绘图
酒吧。
3.转动距离衬套(第5项),直到它们与载体的表面齐平(第6项)。
4.将距离衬套(背部退出)转换为相等的量,直到前颌骨的正面是
距前板300毫米。您可能需要进行小调整并频繁
测量。
5。将载体夹在带有两个螺栓的牵引条。
6。用两个螺母和垫圈将载体固定在该位置。
---------------------------------------------------------------------------------------
更多Rovema支持选项
寻找手册为您垂直形状填充和密封(VFFS)架架?点击这里!
