

该附录提供了液体机器的额外维护信息。这应与操作员手册一起使用。此程序仅由Rovema培训的技术人员完成。
挤压辊对齐程序
挤压辊对齐程序 - 后辊
挤压辊对齐程序 - 前辊
挤压辊对齐程序
挤压辊对准程序确保前辊和后辊以密封钳口和灌装管置于密封钳口。
可能需要根据需要完成的特定工作以及组件的当前对准来修改该过程。
挤压辊对准是两部分工艺。第一部分涉及对准驱动后辊组件的轴(拉丝)。第二部分涉及将前辊组件定位在其拉伸条上。一旦程序的两个部分都完成,挤压辊将在密封钳口的中心相遇,当它们关闭时。

说明了密封钳口,挤压辊和灌装管应该是如何居中的。
挤压辊对齐程序 - 后辊
后辊对齐过程定位拉动条件,使它们平行并延伸相同
通过机器前板的距离。
保持后辊载体轴:
- 将水平密封钳口分叉到关闭位置(或几乎关闭位置,可选弹簧
夹具可以防止钳口完全关闭)。还建议使用下巴
较低的闭合位置,因为这提供了滚子和钳口之间的额外房间
大会。

显示关闭位置的钳口
2.锁定并标记机器。
挤压辊对齐程序 - 后辊
3.移动(按)挤压辊,直到轴支架支架的外边缘之间的距离
是285mm(下面#3)。下面的装配位于机器外壳内。
在此过程中需要多次重新检查此距离以验证组件不会移动。

挤压辊对齐程序 - 后辊
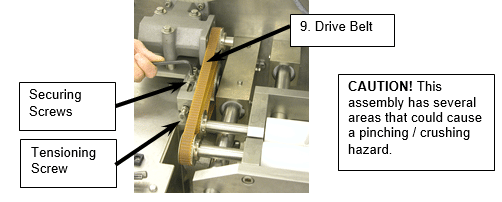
4.。通过松开固定螺钉和张紧螺钉来拆下驱动带,以允许足够的松弛
去除皮带(下面的#4)。

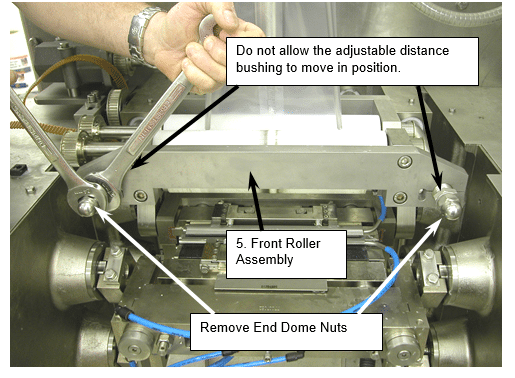
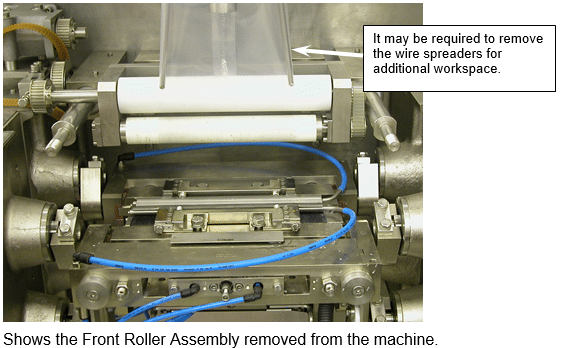
5。拆下前辊组件(下面的#5)。取下两端圆顶六角螺母并拉开
集会。
注意:请勿转动可调节距离衬套,因为这将改变前面的设置位置
滚筒。
挤压辊对齐程序 - 后辊

挤压辊对齐程序 - 后辊
6.。重新检查位于机器外壳内部的285毫米距离(下面的#6)。如果它不是285mm,请移动
大会回到285mm。
7.。松开两个螺栓,将支撑托架夹在拉纸杆(下面的#7)。
8。松开或拆下将支撑托架固定到抽屉(#8的两端固定螺母)(#8
以下)。不要移动可调节距离衬套,同时松开外螺母,因为这将改变
设定位置。
9。顺时针转动距离套管,直到它们与支架的表面齐平。(这确保了轴处于相等的距离和并联。)

挤压辊对齐程序 - 后辊
10.。转,(顺时针逆转/逆转)距离衬套(上面的#9)等量等
后辊的前边缘距离前板(下面#10)距离314毫米。建议
在两个可调距离衬套(上面#9)上制作标记,并同样计算转弯的数量
在两个螺母上,确保两个轴保持平行和相等的距离。
这将直接将后辊的中心直接与前后的中心会议点上方一致
密封钳。
重新检查位于机器外壳内的285毫米距离(上面的#6)。如果这距离已经过了
更改,将装配移动回285mm并重复程序#9&#10。
您可能需要进行小调整并频繁测量。
11.。一旦距离正确,通过拧紧两个螺栓(上面的#7)将支架夹紧到位。
12.。用固定螺母(上面的#8)固定支撑支架。不要允许
可调节距离套管在收紧时移动,因为这将改变先前的设置。

挤压辊对齐程序 - 前辊
使用以下步骤定位前辊组件。此时,Bagmaker应该
仍然被锁定和标记,并且,内部支架支架之间的距离仍然应该
分开285毫米。
定位前颌组件:
1。安装前滚子组件。将组件放在轴上并拧紧固定螺栓。
注意:请勿转动可调距离衬套,因为这将改变前滚筒的设置位置。

2。检查底部挤压辊之间的距离。在两者之间滑动一张纸或触觉仪表
滚筒。(本文应该能够在滚筒之间移动,只有少量的滚筒
摩擦。)
3.检查滚筒的两侧,并在使用后滚动可能不会完全旋转滚轮
在生产过程中。如果纸张可以在辊子之间移动,两者都有相同的摩擦量
侧面,然后滚轮是平行的。

挤压辊对齐程序 - 前辊
4.。如果纸张在两侧具有相同量的摩擦量之间的辊子滑动,那么
需要调整辊子组件。
5.。松开或取出端部圆顶六角螺母,松开下支架夹螺钉(下面的#5)。这
可能需要根据调整一侧或两侧进行。
6。在需要的挤压辊的一侧转动可调节距离衬套(下面的#6)
调整。
7。重新拧紧圆顶六角螺母,并通过纸张距离测试(上面的#3)相隔距离。根据需要重复调整和测量。

8.。一旦滚轮距离是可接受的,将较低固定螺母(上面的#5)固定并拧紧端部圆顶六角螺母以将组件保持在位置。
9。重新安装驱动带(下面的#9)。注意:当滚轮处于打开位置时皮带的张力增加。因此,在安装之后,当滚轮处于打开位置时,验证张力不会太紧。
挤压辊对齐程序

10.。设置完成后,以JOG模式运行机器以验证正确的操作。
---------------------------------------------------------------------------------------
更多Rovema支持选项
寻找手册为您垂直形状填充和密封(VFFS)架架?点击这里!
